


液体喷射抛光技术(Fluid Jet Polishing Technology),简称“FJP”。
技术是近年来刚刚提出的应用于先进光学制造业的新思路与方法。它是利用由小喷管喷出的混由磨料粒子的高速抛光液作用于工件表面,借助于磨料粒子的高速碰撞剪切作用达成材料的去除的目的。通过控制液体喷射的压力,方向及驻留时间等量来定量修正被加工件面形的新型光学加工工艺。
液体喷射抛光技术的优点: 较之于传统的抛光技术,液体喷射抛光技术的优点在于:它的加工工具是液体状的,不存在抛光盘的磨损情况,面形精度易于控制:并且由于在加工过程中抛光液不断循环流动,能保证抛光工件温度不变,同时还能自动清除加工下来的碎屑;抛光头是一很小的液体柱,能适应各种形状工件的抛光,抛光特性不受工件上抛光部位位置的影响,像工件局部地区是否适配以及边缘效应,应用范围较广。

液体喷射抛光工作原理
液体喷射抛光利用由小喷管喷出的混有磨料粒子的高速抛光液作用于工件表面,借助磨料粒子的高速碰撞剪切作用达成材料的去除目的。它是通过控制液体喷射的压力、方向及驻留时间等来定量修正被加工件面形的新型光学加工工艺。
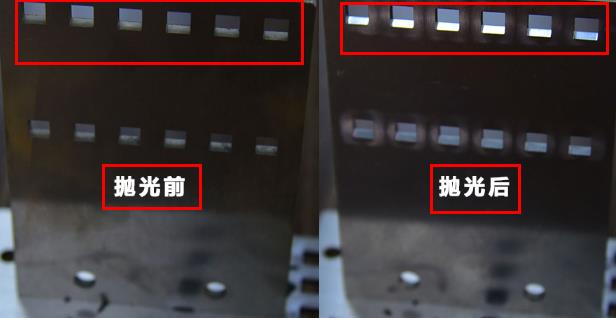
利用“FJP”技术,可以得到一致性非常高的表面平整度和厚度均匀性。
喷射抛光和钢板进行喷砂的方法相近。喷砂是用在钢材或钢铁设备涂装前为了除油、除锈并彻底清除表面氧化皮而采用的重要工序。所用的磨料种类多有河砂、石英砂、钢丸、金刚砂等,粒度较粗。处理后的表面较粗糙,一般为Rg50~100um。
喷射抛光或称流体抛光是在表面整平的基础上再进行抛光,同样是用含有磨料的高速流体,冲击工件的表面达到抛光的目的,其磨料为颗粒较细的金刚砂、碳化硅、硅化硼等,尺寸越小,抛后的表面光亮度越高,一般在40um以下。
喷射抛光
1.气流喷射抛光将含有微米级直径的磨料的气体,通过压缩机喷射到工件的表面上达到抛光的目的,其喷射速度及时间可以根据抛光的质量要求而定,这种抛光方法又称气体抛光或干法抛光。
2.液流喷射抛光将直径0.1mm的液体射流以每秒数百米以上的流速喷射到工件表面。液体中可含有直径很细的磨料,也可以不用,这视表面抛光质量要求而定。有磨料的抛光效果好、效率高。这种方法又称液体抛光或湿法抛光。
3.液体动力研抛在容器内,通过液压系统驱动,将含有磨料颗粒的液体高速地往复流过工件的表面,以摩擦表面达到抛光的目的。介质选用在较低压力下流动性能好的特殊化合物并掺人磨料配制而成。磨料可用硬度高、耐磨性好的碳化硅、石英砂等粉末。
下一篇:各种抛光工艺详解
