


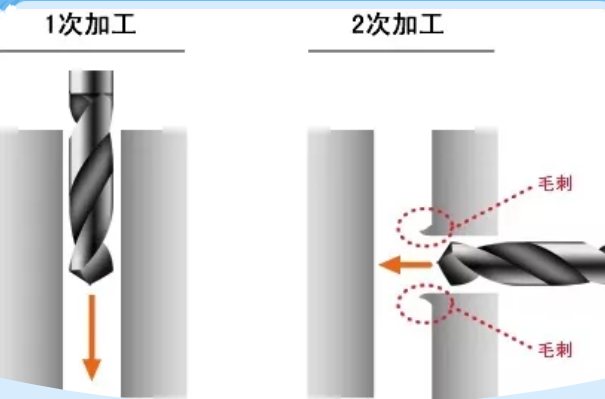
交叉孔的毛刺发生原理
加工交叉孔,在钻削第2个孔时会在第1个加工孔和第2个加工孔的交叉部分,发生倒向第1个加工孔方向的毛刺。
此外,由于下列原因,交叉孔的毛刺去除更加复杂而困难。
1.要去除毛刺的交叉孔的轮廓并非平面,而是曲面。
2.根据钻头的磨损量,毛刺的大小有所不同。
3.毛刺的大小、发生位置不固定。比如,钻头孔出口处的毛刺比入口处多。
机加工交叉孔的毛刺去除方法
加工交差孔时抑制毛刺发生的方法
1.在加工顺序下手,使毛刺倒向容易去除的方向
2.降低钻头加工退刀时的进给速度
3.从1次加工孔方向再次插入铰刀,以使毛刺容易去除
机加工交叉孔的毛刺去除方法

清除毛刺的方法
通过加工中心自动去除交叉孔的毛刺时,工具需要具备以下性能。
1.毛刺去除能力强
2.工具形状不易变形、能够长期保持毛刺去除能力
3.加工品质(棱边、加工面)稳定
毛刺去除是从第1个加工孔方向还是第2个加工孔方向进行是决定工具选择的关键。
4.加工工序方面,在考虑到加工周期而从2次加工孔方向去除毛刺时,使用背面锪孔用倒角刀。
但是,因为以下原因,实际上不太会从2次加工孔方向去除毛刺。
5.毛刺发生部位的孔为三维形状,很难编程
6.由于毛刺倒向相反方向,需要进行较大倒角,棱边形状会发生变化
7.切削加工过程中可能会产生2次毛刺
8.由于上述原因,虽然工件的转换会比较麻烦,但一般还是采用从1次加工孔方向去除毛刺。
从1次加工孔方向去除毛刺时,因为工具是与毛刺垂直接触,所以要使用磨削性强的工具,以免毛刺倒向相反方向。
